e4 Robert Jacobs 運營管理 v15
23.2 瓶頸資源、能力約束資源和同步製造
瓶頸 (bottleneck)資源是指生產能力小於對該資源需求的資源。瓶頸是系統中限制產出率的約束條件。它是在製造過程中產品流變窄的那個點。瓶頸資源可能是機器、稀有或高技能的勞動力以及專業化的工具。觀察表明,大多數工廠都只有為數極少的幾個瓶頸。
如果不存在瓶頸資源,那麼就會存在剩餘的生產能力。這時系統應該做一些改變,從而暴露出系統的瓶頸所在(例如增加生產準備作業或者減少生產能力),這點我們將在後面加以討論。
生產能力 (capacity)是指可以使用的生產時間,不包括維修和其他停工時間。非瓶頸 (nonbottleneck)資源是指生產能力大於對該資源需求的資源。因此,非瓶頸資源不需要持續工作,因為它的生產能力超過需求。非瓶頸資源包含了空閒時間。
能力約束資源 (capacity-constrained resource,CCR)是指利用率接近生產能力的資源,如果不仔細計劃,那麼它就可能成為瓶頸資源。例如,工藝專業化車間的CCR可能要接受來自不同其他資源的工作任務。如果這些工作任務沒有安排好,使得CCR的空閒時間超過它不利用生產能力的時間,那麼晚些時候當一些工作任務突然到來時,能力限制資源就會轉化為瓶頸資源。如果批量大小發生改變,或者上游的作業因為某種原因不能實施,從而不能將足夠的任務傳遞給CCR,那麼這種情況就會發生。
23.2.1 製造的基本類型
所有的生產過程和流程都可以簡化為4種基本的類型,如圖23-4所示。在圖23-4a中,產品流經過工序X流入工序Y。在圖23-4b中,產品流經Y流入X。在圖23-4c中,工序X和工序Y生產的組件裝配起來供給市場。在圖23-4d中,工序X和工序Y相互獨立,分別供給各自的市場。圖中的最後一列顯示了非瓶頸資源的可能次序,為了簡化問題,非瓶頸資源合併起來用Y表示。
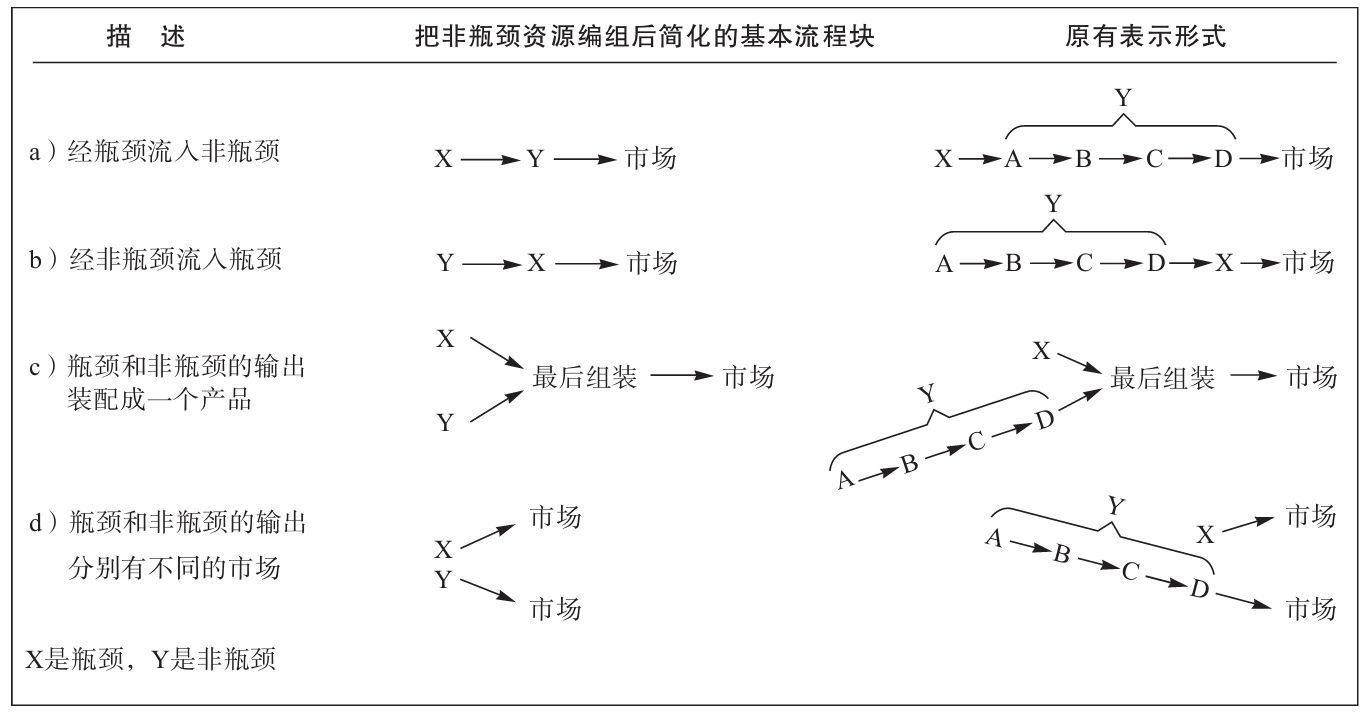
圖23-4 加工流程分組後產生的基本生產類型
這些基本模塊的價值在於生產過程可以大大地簡化,便於分析和控制。例如,不需要跟蹤和計劃所有經過非瓶頸資源的產品流的所有進程,我們只需要關注分組模塊的開始點和結束點。
23.2.2 同步控制的方法
圖23-5說明的是如何管理瓶頸資源和非瓶頸資源。資源X和Y是能生產多種產品的工作中心。每個工作中心每月可以利用200小時。為了簡化問題,我們假定只生產一種產品,對於4種不同的生產類型,我們會相應地改變工作環境和結構。X生產單位產品時間為1小時,每月市場需求為200單位。Y生產單位產品時間為45分鐘,每月市場需求也是200單位。
圖23-5a表示的是由瓶頸工序供給非瓶頸工序。產品從X工作中心流向Y工作中心。X是瓶頸,它的生產能力為200單位(200小時/1小時每件),而Y的生產能力為267單位(200小時/45分鐘每件)。由於Y必須等待X產出,而且Y的生產能力大於X,所以在系統中不會累積多餘的產品,產品全部流向市場。
圖23-5b是A的相反情形,由Y的產出供給X。也就是說,由非瓶頸工序供給瓶頸工序。由於Y的生產能力為267單位,而X的生產能力為200單位,所以Y僅生產200單位,Y的能力利用率不能超過75%,否則在X之前會產生在製品累積。
圖23-5c表示的是X和Y生產的產品需要經過組裝才能向市場出售。一個組件需要1單位的X和1單位的Y,所以X是瓶頸工序,它只有200單位的生產能力。因此,Y的生產能力也不能超過75%,否則會累積多餘的部件。
在圖23-5d中,市場需要相同數量的由X和Y生產的產品。在這種情形下,我們稱這些產品為“成品”,因為它們面對是獨立的需求。此時,Y需要的物料與X無關,因此它有更大的生產能力去滿足市場的需求(本質上,市場是瓶頸),可以生產比市場需求更多的產品。然而,這樣可能產生成品庫存積壓。
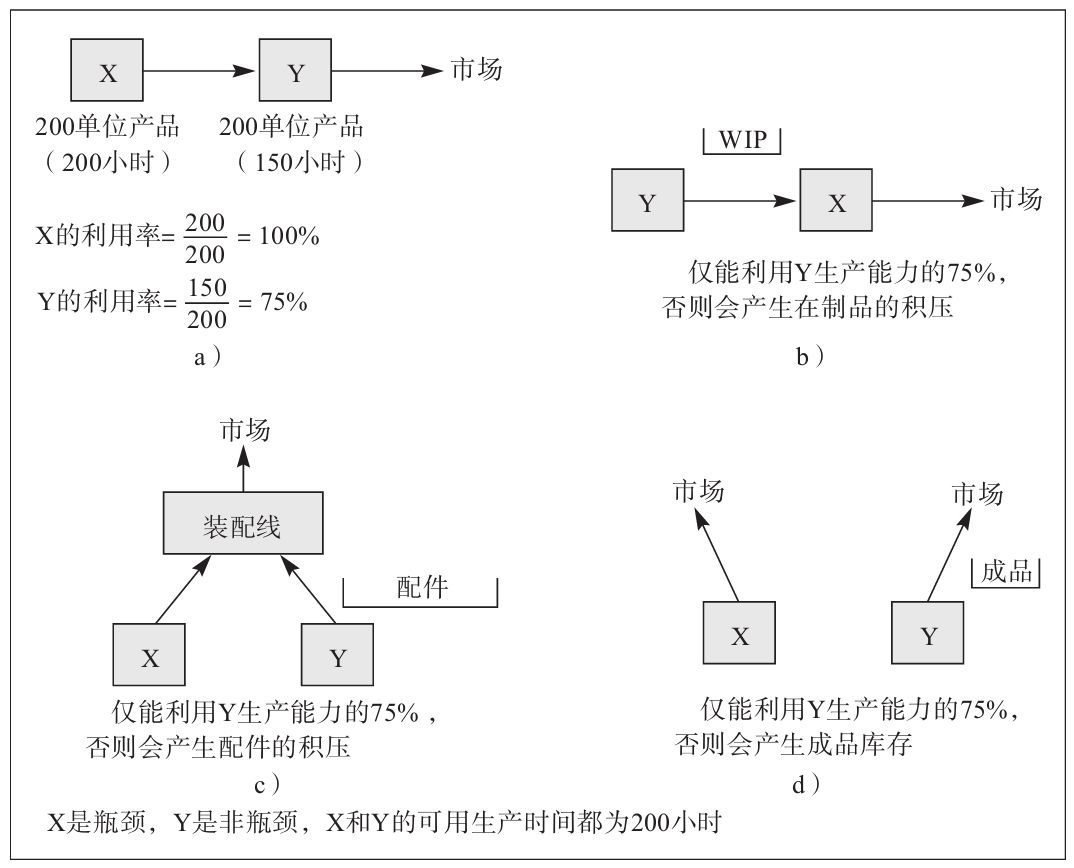
圖23-5 產品流經瓶頸資源和非瓶頸資源
剛才討論的4種情形說明了瓶頸資源和非瓶頸資源以及它們與生產和市場需求的關係。它們表明,使用資源利用率作為績效測評指標的生產實踐可能會導致非瓶頸資源的過量使用,從而產生多餘的庫存。
1.時間構成
生產週期由下列時間構成:
(1)生產準備時間 :在零件加工之前等待機器準備調整的時間;
(2)加工時間 :零件加工的時間;
(3)排隊時間 :一個零件等待機器加工其他零件的時間;
(4)等待時間 :零件等待與之裝配的其他零件的時間;
(5)空閒時間 :沒有利用的時間,即生產週期減去生產準備時間、加工時間、排隊時間和等待時間之後的剩餘時間。
對於一個等待通過瓶頸資源的零件來說,排隊時間最長。正如我們在本章後面會討論的,這是因為瓶頸資源有相當多的工作要做(確保瓶頸資源一直在工作)。對於非瓶頸資源,等待時間是最長的。在非瓶頸資源處的零件需要等待其他零件到達,最後完成裝配。
計劃人員常常企圖節省生產準備時間。假設生產批量增加一倍,從而節省一半的生產準備時間,那麼由於批量增大一倍,其他所有時間(加工時間、排隊時間和等待時間)相應會增加一倍。由於這些時間增加一倍,而生產準備時間只減少了一半,所以其結果是在製品幾乎增加一倍,庫存投資也增加一倍。
2.尋找瓶頸
在一個系統中尋找瓶頸有兩種方法:一種方法是建立資源能力概況分析,另一種方法是利用我們對特定工廠的瞭解,考察系統的運營情況,對管理人員和工人進行訪談。
工序負荷比較表可以通過考察計劃通過每個資源的工作負荷來獲得。在進行資源能力概況分析的時候,我們假設數據是比較精確的,但是不一定完全精確。例如,產品順次通過資源M1~M5,假設由產品生產引起的各個資源負荷的初步計算如下:
M1 生產能力的130%
M2 生產能力的120%
M3 生產能力的105%
M4 生產能力的95%
M5 生產能力的85%
在初步分析中,我們忽略了生產能力利用不多的資源,因為它們是非瓶頸資源,這樣做不會產生什麼問題。接下來我們要拿著這份列表實地到工廠檢查5道操作工序。我們注意到M1、M2、M3超負荷了,也就是說,計劃分配給它們的任務超過了其生產能力。我們可以預期在資源M1前會產生大量庫存。如果沒有發生這樣的情況,那麼一定在某個地方出錯了,或許是物料清單,或許是工藝線路。假設通過我們的觀察和與車間工人的交談,發現對M1、M2、M3、M4的計算有錯誤,那麼我們可以跟蹤分析,做出適當的修正,重新獲得的資源能力概況分析如下:
M1 生產能力的115%
M2 生產能力的110%
M3 生產能力的105%
M4 生產能力的90%
M5 生產能力的85%
M1、M2、M3的生產能力還是不足,而M2最為嚴重。如果我們確信數據無誤,可以把M2看作瓶頸資源。如果數據包含太多錯誤而難以得到可靠的數據分析,那麼就不值得在修正數據上花費大量時間(可能需要幾個月)。
3.節省時間
前面我們提過瓶頸就是其生產能力低於對其需求的資源,我們關注瓶頸因為瓶頸的生產能力小於市場需求,限制產出率(我們定義為銷售額)。我們有很多辦法來節省瓶頸工序的時間(更好的工具、更高質量的勞動力、更大的批量、更少的準備時間等),但是節省時間的價值有多大呢?非常可觀!
在瓶頸工序上節省一小時就可以給整個生產系統增加一小時的時間。
那麼在非瓶頸工序節省時間又會怎樣呢?
在非瓶頸工序上節省一小時沒有什麼意義,只是使空閒時間增加了一小時。
非瓶頸工序相比當前的產出率有多餘生產能力,它已經包含了空閒時間。因此,使用任何方法節省非瓶頸工序上的時間不會增加產出,只會增加本身的空閒時間。
4.避免非瓶頸轉化為瓶頸
當非瓶頸工序安排更大的批量時,就有可能產生我們極力想避免的瓶頸工序。考慮圖23-6中的例子,圖中Y1 、Y2 、Y3 是非瓶頸工序。Y1 生產零件A和B,A供給Y3 ,B供給Y2 。生產每個零件A,Y1 需要200分鐘準備時間和1分鐘生產時間。現在零件A的批量是500單位。生產每個零件B,Y1 需要150分鐘準備時間和2分鐘生產時間。現在零件B的批量是200單位。在這種條件下,Y2 的生產能力利用了70%,而Y3 的生產能力利用了80%。
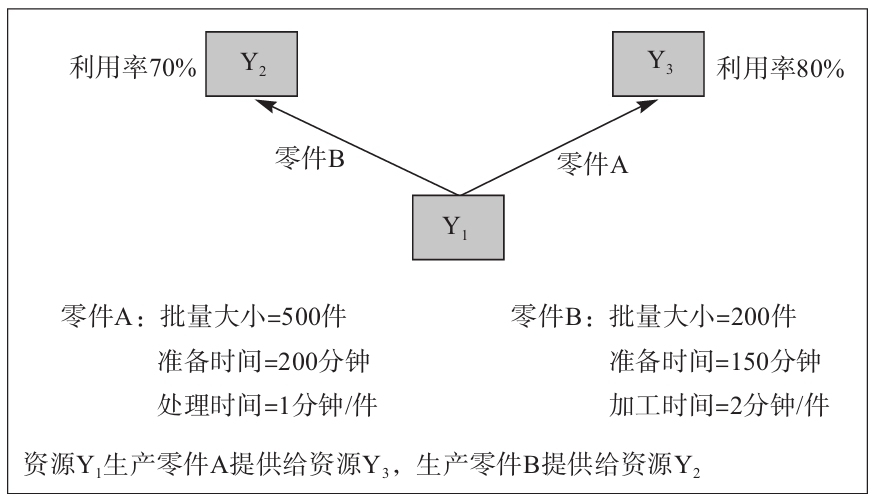
圖23-6 非瓶頸資源
由於Y1 生產零件A的準備時間是200分鐘,工人和管理者都錯誤地認為,如果減少生產準備時間,可以獲得更多的產出。假設生產批量增加到1 500單位,我們來看一看會發生什麼情況。我們會產生這樣的錯覺,認為節省了400分鐘的生產準備時間(不是在每次生產500單位的情況下,需要3次生產準備,共600分鐘,而是在每次生產1 500單位的情況下,只需要一次生產準備)。
問題是節省下來的400分鐘並沒什麼意義,並且這種安排會干擾零件B的生產,因為Y1 還同時為Y2 生產零件B。沒有變化之前的作業安排是零件A生產700分鐘,零件B生產550分鐘,然後又是零件A生產700分鐘,零件B生產550分鐘,如此重複進行。但是,當零件A的生產批量增加到1 500單位時,生產一批量需要1 700分鐘,因此Y2 和Y3 只好停工等待,而且等待時間要超過Y2 和Y3 的空閒時間(分別為30%和20%)。新的作業安排是零件A生產1 700分鐘,零件B生產1 350分鐘,如此重複進行。這種延長的等待時間會引起Y2 和Y3 生產的混亂,從而使Y2 和Y3 可能成為當前的瓶頸工序,影響整個生產系統的產出。
5.鼓、緩衝和繩
為了控制系統中的產品流動,每個生產系統需要設置一些控制點。如果系統中存在一個瓶頸工序,那麼最佳的控制點就是瓶頸,因為控制點決定了系統中的其他部分(或者是它所能影響的部分)發揮作用的節奏,那麼該控制點就可以稱為鼓。前面提到,瓶頸工序就是生產能力不能滿足需求的資源,這樣瓶頸工序就一直在工作。使用瓶頸作為控制點,其中的原因之一是確保生產的上游不會過量生產,以免系統中積累瓶頸工序不能處理的過量在製品庫存。
如果系統中不存在瓶頸工序,鼓的最佳位置是能力約束資源(CCR)。能力約束資源的運行時間接近生產能力,但是平均來說,只要正確計劃安排,就會有充分的生產能力(其中,不正確的安排包括太多的生產準備時間,導致生產能力不足;或者生產太大的批量,使下游生產不得不停工)。
如果既沒有瓶頸又沒有能力約束資源,那麼控制點的位置可以任意選擇。當然,一般來講,最好的位置是物流分叉點,即該處資源的產出流向多個下游的生產作業。
處理瓶頸問題非常重要,我們的討論主要集中在確保瓶頸工序始終持續工作。圖23-7是一個從A到G的簡單線性流程。假設機器中心D是瓶頸資源,這意味著它的上下游的工序生產能力都比它大。如果這個過程不加以控制,那麼我們就會看到在工作中心D前積累大量的庫存,而其他地方則幾乎沒有庫存。系統中沒有成品庫存,因為(根據瓶頸的定義)所有生產的產品都被市場所接受。
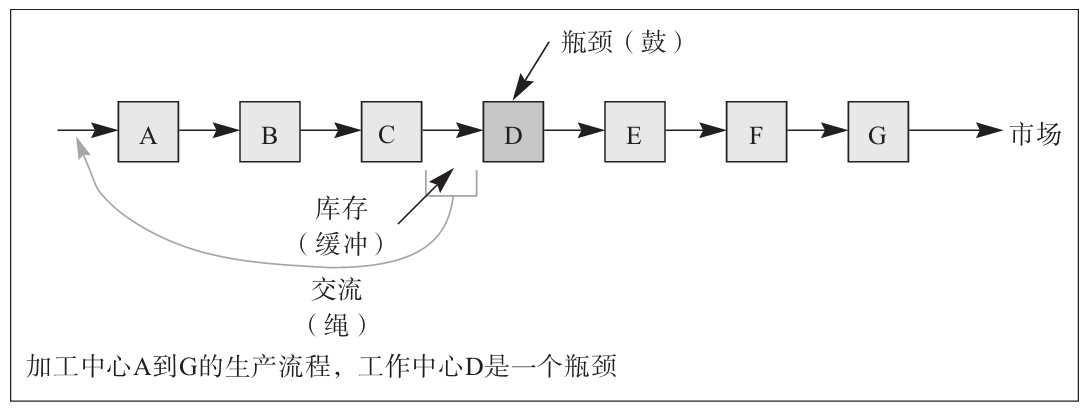
圖23-7 瓶頸資源的線性產品流程
在瓶頸資源上我們要做兩件事情。
(1)在瓶頸工序的前面設置緩衝庫存,以確保瓶頸總有工作可做。由於它是瓶頸工序,因此它的產出決定了整個生產系統的產出。
(2)把D的生產情況反饋給上游的A,以便A按需求進行生產。這樣可以防止庫存的增加。這種反饋就稱為繩。它可以是正式的(如計劃),也可以是非正式的(如日常的討論)。
在瓶頸工序前面的緩衝庫存是一種時間緩衝。設置緩衝器的目的是確保工作中心D總是有工作做,而並不關注到底安排生產哪種產品。例如在圖23-8所示的從A到P的流程中,我們可以設置96小時的緩衝。任務A到任務E的一半是第一天24小時中的任務;E到I的一部分為第二天24小時中的任務;I到L的一部分為第三天24小時中的任務;L到P為第四天24小時中的任務,所有的任務需要96小時才能完成。這意味著上游的作業在一般波動或者發生意外而暫時中斷工作的情況下,D能夠有96小時的時間來保證系統的產出率(這96小時的工作包括各項任務的生產準備時間和加工時間,這些都是根據設計標準時間來確定的)。
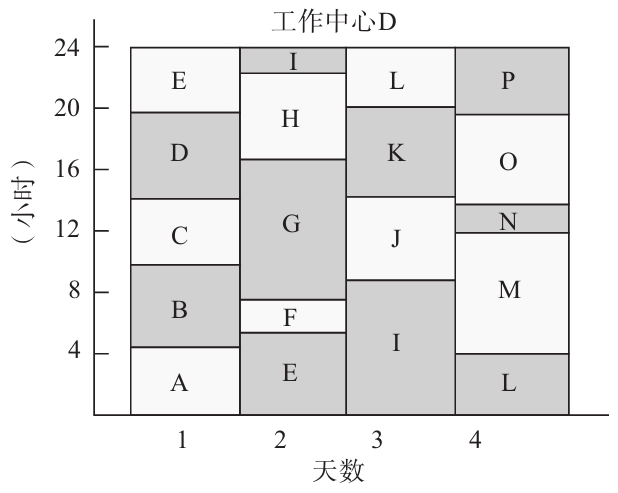
圖23-8 工作中心D的生產能力概況(在4天內A到P任務作業的分配)
那麼,時間緩衝到底要多大呢?答案是:時間緩衝應該大到能保證瓶頸工序持續工作。通過考察每項作業的波動情況,我們可以做一下估計。從理論上說,通過考察過去的績效數據,就可以以統計方式計算緩衝的大小,當然也可以對作業序列進行模擬。不論是哪一種方法,精確度並不是最重要的。我們可以用整個系統提前期的1/4作為初始的時間緩衝,例如,在我們的例子中(見圖23-7),從A到G總共需要16天。我們開始可以在D的前面設置一個4天的緩衝。如果在隨後的幾天或者幾周內,緩衝的容量不夠,我們必須增加緩衝的容量大小。通過分配更多的物料給第一個作業A就可以做到這一點。另外,如果我們發現緩衝從來不會降低到3天的水平以下,那麼我們就應該減少A的物料供應,從而使時間緩衝降為3天。時間緩衝的大小最終還是需要依靠經驗來決定。
如果鼓不是設置在瓶頸而是設在CCR(那麼它可能有少量的空閒時間),那麼我們需要設置兩個緩衝庫存:一個在CCR的前面,另一個在最後,是成品緩衝庫存(見圖23-9)。成品庫存保證滿足市場的需求,而CCR前面的時間緩衝則保證產出率。對於這種CCR情形,市場不可能接納我們的所有產品,所以我們要確保在市場需要購買的時候予以滿足。
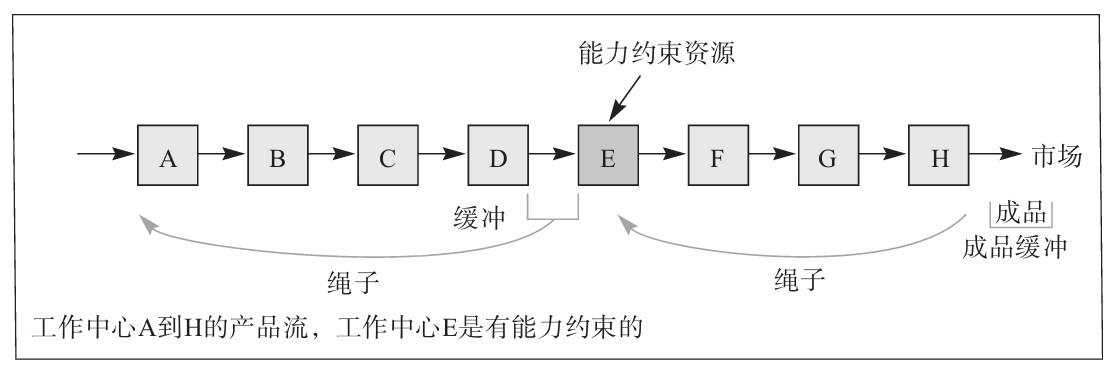
圖23-9 能力約束資源的線性產品流
在CCR的情形下,我們需要兩根繩:一根繩從成品庫存反饋到鼓,從而可以增加或者減少產出;另一根繩則從鼓反饋到物料分配點,確定需要多少物料。
圖23-10是一個更為詳細的網絡流,反映了一個瓶頸工序的情形。本例不僅在瓶頸的前面設置了庫存,而且在裝配站上游供給工序的後面也設置了庫存,這樣做是為了確保產品離開瓶頸之後不會因為等待降低其流動速度。
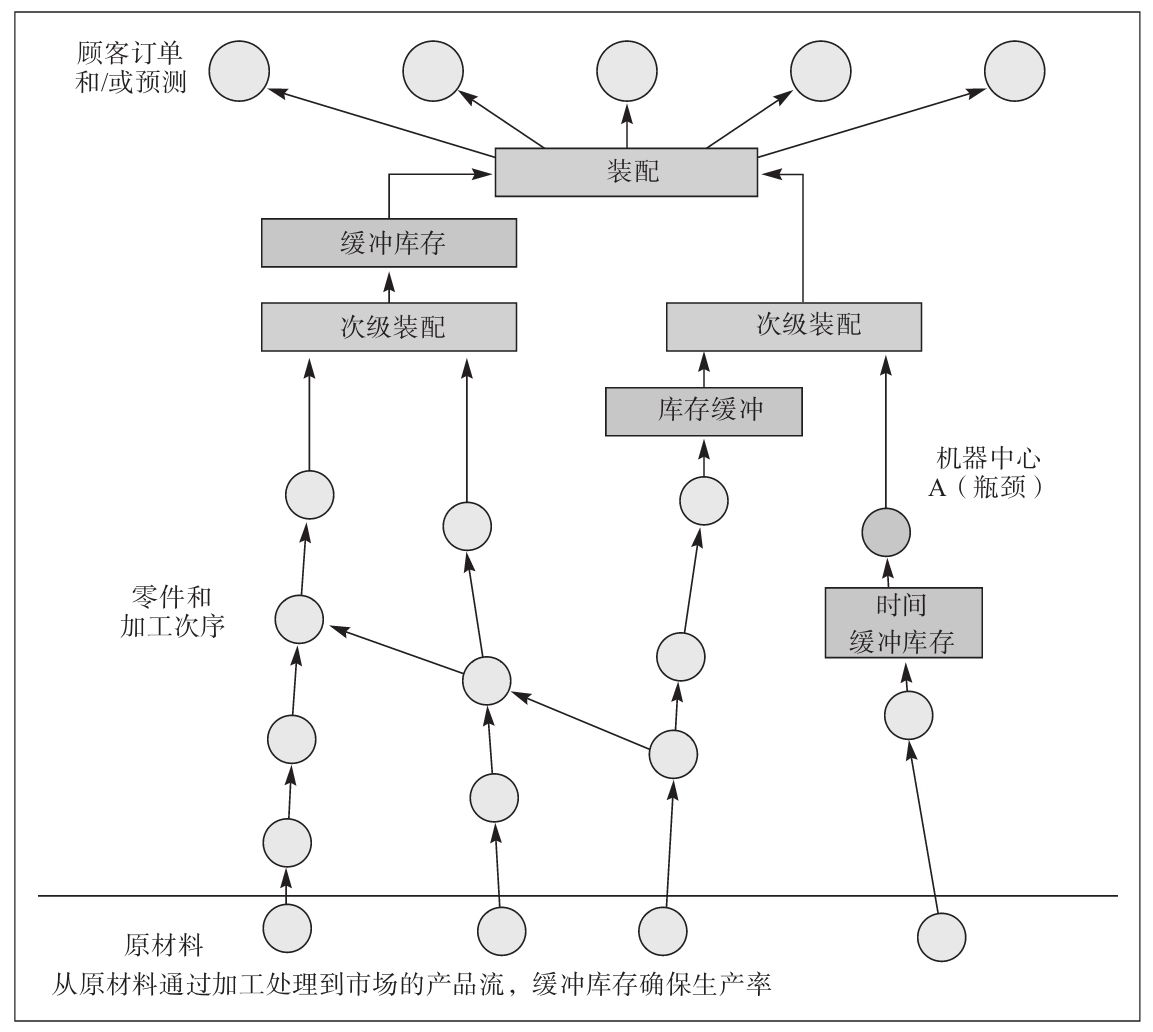
圖23-10 具有一個瓶頸資源的網絡流
6.質量的重要性
由於MRP系統建立了比實際需求大的批量,因而容許出現不合格品。而JIT系統不能容忍低劣的質量,因為JIT系統的成功是建立在平衡生產能力的基礎上的。一個有缺陷的零件或者部件都會使整個JIT系統崩潰,從而使整個系統的產出率受到影響。然而,同步製造則允許整個系統中除瓶頸資源外的資源有過剩的生產能力。如果在瓶頸資源的上游出現一個不合格品,其結果只是造成了物料的損失。由於存在超額的生產能力,因此還有時間加工另外一個零件以替代不合格品。對於瓶頸資源,不存在超額的時間,因此應該在瓶頸前進行質量控制檢查,確保瓶頸工序加工部件的質量。另外,對於瓶頸後的下游作業同樣需要保證傳送的產品必須是合格品,因為不合格品意味著整個產出率的損失。
7.批量大小
在一條生產裝配線上,批量到底是多大?有的人說是“1”,因為每次只移動一個產品;還有人說是“無窮大”,因為生產線在不停地生產同一個產品。兩種答案都是正確的,只是他們看問題的方式不同而已。第一種答案“1”,主要關注的是在裝配線上每次轉移的零件個數。第二種答案則考慮的是整個加工過程。從資源的角度出發,加工批量的大小是無窮大,因為生產線在持續地生產相同的東西。因此,在一條裝配線上,我們可以說加工批量無限大(或者為從一種產品轉入另一種產品生產之前所生產的產品總數)和轉運批量為一個單位。
生產準備成本和庫存持有成本在第20章中已經深入討論過了。在本章中,生產準備成本與加工批量有關,而庫存持有成本與轉運批量有關。
加工批量是指在特定的時間長度內加工的零件個數。從資源的角度出發,需要包括兩個時間:生產準備時間和加工時間(忽略維修和維護的停工時間)。大的加工批量需要較少的生產準備時間,從而加工時間較長和產出更多。對於瓶頸資源,大的加工批量比較理想;對於非瓶頸資源,小的加工批量比較理想(可以利用現有的空閒時間),這樣可以減少在製品的庫存。
轉運批量是指被加工的部件在傳送過程中的批量個數。一個加工批量不是在一道工序全部加工完之後才向下遊的工序傳送,這樣下一工序可以及時開始加工。在合理設計的生產系統中,轉運批量可能會等於加工批量,但是不應該大於加工批量。只有當一個加工批量一直保持到第二批部件開始加工時,轉運批量等於加工批量。如果這種延後的時間在開始是可以接受的,那麼兩項任務就應該合併,以後可以一起加工。
採用轉運批量比加工批量小的好處在於,整個生產時間可以縮短,從而使在製品的數量變小。如圖23-11所示,整個生產提前期從2 100分鐘降為1 310分鐘,這是通過兩種方式來取得的:①轉運批量大小為100,而不是1 000;②減少操作2的加工批量。
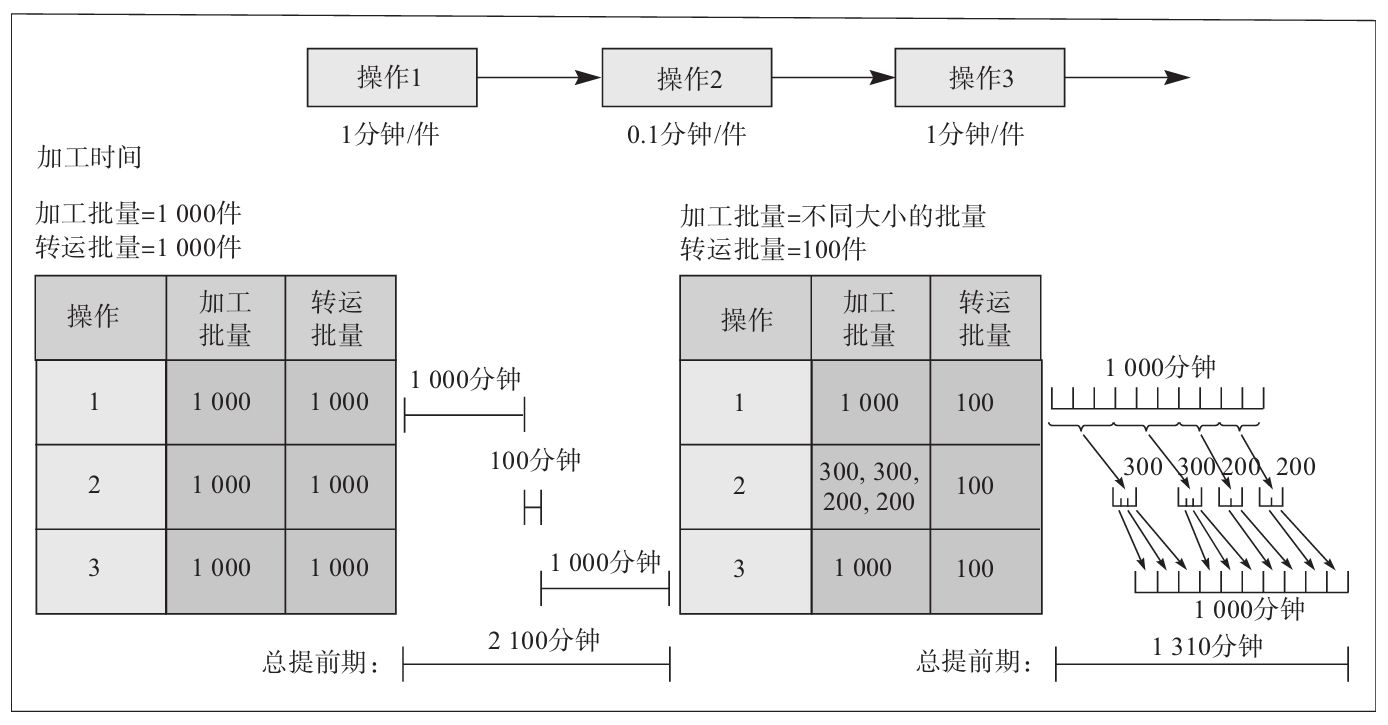
圖23-11 改變加工批量對1 000單位的作業訂單的生產提前期的影響
8.如何確定加工批量和轉運批量的大小
從邏輯上講,主生產計劃(無論如何制訂起來的)應該從主生產計劃對不同工作中心的影響角度進行分析。在MRP系統中,這意味著主生產計劃應該通過整個MRP和CRP(能力需求計劃)運行,得到每個工作中心的生產負荷。從這份報告中識別出可能的CCR和瓶頸資源。在工廠中應該只有一個(或者幾個)CCR和瓶頸,這要經過管理者評估,這樣他們能瞭解究竟哪些資源在控制他們工廠的生產。這些資源就決定了生產的節拍(鼓的節奏)。
相比採用調整主生產計劃的辦法改變資源負荷,更實際的辦法是控制每個瓶頸資源或者CCR的物流,從而使生產能力協調有序。通過過去生產記錄和交貨期要求的比較,調整加工批量和轉運批量的大小。
轉運批量越小,在製品庫存越少,產品流動速度越快(從而縮短提前期),然而物料搬運次數增多。轉運批量越大,提前期越長,庫存越多,但是物料搬運的次數較少。因此,轉運批量的大小由生產提前期、庫存量和物料搬運成本之間的權衡來決定。
在控制CCR和瓶頸的物流時,可能會出現4種情形。
(1)瓶頸資源(沒有空閒時間)從一種產品的生產切換到另一種產品的生產時,不需要生產準備時間。
(2)瓶頸資源在產品生產切換時,需要生產準備時間。
(3)能力約束資源有少量的空閒時間在產品生產切換時,不需要生產準備時間。
(4)CCR在產品生產切換時,需要生產準備時間。
在第1種情形中(瓶頸資源在生產切換時不需要生產準備時間),應該按照計劃進行加工,以便按時交貨。在沒有生產準備時間的情況下,只有加工順序是重要的。在第2種情形下,需要生產準備時間,因此依據加工順序把相似的單獨的加工任務合併起來,形成較大的批量。這意味著後面的任務被向前整合,有一些任務可以提前完成。由於這是瓶頸資源,所以更大的批量可以節省生產準備時間,從而增加系統的產出率(節省的生產準備時間可以用於加工)。較大的加工批量可能使作業計劃中本來比較前面的作業滯後完成。因此,為了縮短提前期,以小規模頻繁轉運是非常必要的。
第3種情形和第4種情形包含的是不需要生產準備時間的CCR和需要生產準備時間的CCR。處理CCR的情形可以使用類似處理瓶頸資源的辦法,但是需要更加仔細。也就是說,CCR有一些空閒時間。這時,恰當的辦法是減小一些加工批量的大小,令產品品種的切換頻繁一些。這樣可以縮短提前期,按時完成任務。在面向庫存生產的情況下,減小加工批量大小比增加轉運批量大小更有效果,因為這樣增加了產品組合種類,同時減少了在製品庫存和縮短了生產提前期。
9.如何看待庫存
對庫存的傳統觀點認為,其對企業績效的負面影響只是庫存持有成本。我們現在意識到,庫存還延長了生產提前期以及給產品設計變化造成影響(當產品設計變化時,生產系統中滯留的產品通常需要根據變化進行修正,因此,在製品庫存越少,設計變更的工作量就越少)。
從約束理論的角度看,庫存是製造單元的負債。負債的價值根據作為庫存一部分的採購物資來確定。就像我們在前面所說的,在本章中,庫存只考慮其原材料成本,而不包括任何會計意義上的生產附加值。如果庫存被視為製造單元的一項負債,那麼我們就需要一種方法來衡量這項負債持有的時間長度,其中一種方法就是美元日。
10.美元日
一個有效的績效測評指標是美元日 (dollar days),它用於測評庫存的價值和它在一定區域範圍內的停留時間。使用這個測評指標,我們只需要將部門內的庫存價值和停留天數簡單相乘就可以了。
假定X部門的平均庫存是40 000美元,一般來說,庫存在一個部門內大約停留5天,那麼X部門的美元日指標就是40 000美元乘以5天,即200 000美元日的庫存。此時,我們不能確定200 000美元日是高還是低,但是它確實顯示了庫存所處的水平。此時,管理層就可以明白它應該注意哪些地方,並且決定可接受的庫存水平。我們在想方法降低美元日指標的同時,也要注意不能使這一指標成為局部目標(也就是對美元日的極小化),避免傷害整體目標(如提高投資收益率、現金流量、淨利潤)。
美元日指標在很多方面都很有效。想一下使用效率和設備利用率作為績效測評指標。為了達到高設備利用率,需要持有大量的庫存使所有設備都處於工作狀態。然而,高庫存水平會導致高美元日指標,而這一指標不鼓勵高水平的在製品庫存。美元日指標也可以用在其他的領域。
·市場營銷:不鼓勵持有大量的成本庫存,實際上它鼓勵成品的售出。
·採購:不贊成表面看來可以享受數量折扣的大量採購,它鼓勵準時制訂購。
·製造:不贊成在不需要的時候事先生產和持有大量的在製品庫存,而應促進工廠內物料的快速流動。
·項目管理:把項目的有限資源用時間的函數形式加以量化,這樣有利於促進資源在競爭性的項目中得到合理配置(見專欄23-1中高德拉特關於項目計劃的觀點)。
|專欄23-1|
關鍵鏈項目管理
關鍵鏈項目管理是高德拉特開發的計劃和管理項目的方法,這種方法從製造過程中借鑑了很多想法。在第3章中我們介紹過傳統的關鍵路徑方法,高德拉特擴展了這種方法,在項目中加入了對資源約束和特定時間緩衝的考慮。下面介紹一下他的關鍵鏈項目管理的一些觀點。
1.計劃的負荷水平是依據可用資源的限制(約束)決定的。一長條連續的任務(基於任務間的相互依存和資源相互爭奪)構成了“關鍵鏈”,這一關鍵鏈指明瞭整個項目持續所需的最短時間。
2.在計劃的戰略性位置插入時間緩衝,這些位置包括關鍵鏈的末端和每一個關係到關鍵鏈的任務點,這樣可以在不影響績效的同時消除不確定性的負面影響。為建立緩衝需要在戰略性的位置加入鬆弛時間。
3.基於資源可用性對項目進行排列和串聯,克服項目之間共享資源的瀑布效應,建立可行的多項目計劃。
4.緩衝管理用於在執行中設定任務的優先級。當不確定性令原計劃發生變化的時候,基於緩衝的使用率(緩衝空間的消耗量佔總工作量的百分比)排列任務優先級。緩衝空間不足的任務優先級要排在緩衝空間使用率低的任務之前。