e4 Robert Jacobs 運營管理 v15
22.1 工作中心調度
時刻記住,作業流和現金流一樣,調度 (schedule)處於流程的中心位置。調度是實施活動、利用資源、配置設施的時間表。在本章中我們將討論短期調度以及以工作中心為重點的次序控制,介紹一些服務人員短期調度的基本方法。
運營調度已經成為製造執行系統 (manufacturing execution system,MES)的核心。MES是在車間作業中計劃、調度、跟蹤、監控和控制生產的信息系統。這種信息系統也向物料需求計劃系統(MRP)、產品和流程計劃甚至於延伸到企業外部的供應鏈管理、企業資源計劃系統(ERP)、銷售和服務管理系統提供實時連接。有很多專業軟件公司開發和採用MES作為軟件工具套裝的一部分。
與製造執行系統相似,服務執行系統 (service execution system,SES)是一個將顧客服務平臺的安排計劃、調遣、跟蹤、監管和控制與服務機構及其員工聯繫起來的信息系統。顯然,這些要素的參與程度取決於顧客在服務機構中的實際參與度、服務的步驟數以及服務是否標準化(如既定的航線)或定製化(如看病)。所有大型系統的共同特點就是有一箇中央系統,它涵蓋了所有與資源可用性、顧客和流程整合及監管功能相關的信息。
22.1.1 工作中心的本質和重要性
工作中心 (work center)是生產經營中的一塊區域,在這塊區域中,組織生產資源和完成任務。工作中心可以是一臺機器、一組機器或者完成某種特定工作任務的區域。這些工作中心可以按照工藝專業化車間(job-shop)的功能或者流程、裝配線、成組技術單位(GT cell)中的產品來組織。回顧第8章的討論,很多公司從工藝專業化車間結構轉移到成組單位結構。
在工藝專業化車間的結構中,完成工作任務需要設置好各項工作在按照功能組織的工作中心之間傳送的路徑。當任務到達工作中心的時候,例如,在製作客戶定製迴路板的工廠的鑽孔部門,工件進入一個隊列等待鑽孔機器按照要求鑽孔。調度在這個例子裡包括任務排序和安排哪些機器可以用來完成鑽孔。
一個調度系統不同於其他調度的特徵是決定調度的時候如何考慮產能。調度系統可以採用有限或者無限負荷。無限負荷 (inf inite loading)通常用在需要超時工作的工作中心。不需要直接考慮完成任務所需的資源是否有充足的生產能力,也不需要考慮工作中心中完成任務所需的每種資源的實際作業順序。我們通常會對關鍵資源設置簡單檢測,檢驗它們在總體水平上有沒有超載。這可以通過對每種作業順序採用準備時間和運作時間的標準計算一段時間內(通常是一週)要求的總工作量來完成。採用無限負荷系統時,提前期是將期望運營時間(準備時間和運作時間)加上由原材料運輸和等待訂單執行引起的期望隊列延遲時間估測出來的。
有限負荷 (f inite loading)方法依據每種作業順序下的準備時間和運作時間詳細計劃每種資源。實質上,這個系統規定每個工作日的每一時刻每種資源應該完成什麼工作。如果由於每一個部件的短缺造成一項操作被延誤,那麼這道工序就在隊列中等待,直到上一道操作將部件傳遞下來。理論上說,採用有限負荷所有的作業調度都是可行的。
一個調度系統區別於其他作業系統的另一個特徵是這個調度是順序調度還是逆序調度。從順序、逆序的角度來看,最為普遍的是順序調度。順序調度 (forward scheduling)是指系統選擇一個作業順序並且調度每項操作必須向前依次完成。順序調度的系統給出的是一道工序最早在什麼時候可以完成。相反,逆序調度 (backward scheduling)是從未來的某一時間點出發(可能是到期日),依據逆序調度操作。逆序調度給出的是一項工序必須要在什麼時候開始才能保證在某特定時間完成任務。

在回轉壽司餐館,壽司在傳送帶上傳送至顧客。為了監控產品的質量,回轉壽司餐館利用RFID技術進行監控。
物料需求計劃系統(MRP)是一個無限負荷、逆序的物料調度系統。在MRP中每個訂單在未來某一時間都有一個到期日。在這種情況下,這個系統逆序計算運營過程完成訂單所需的時間。製造每個部件(每批部件)所需的時間是依據歷史數據估算的。本章所指的調度系統應用於實際製造那些部件和組件的過程。
至今為止,我們所指的資源還是指一般意義上的資源。在實踐中我們需要決定實際要調度什麼。一般而言,工序總是指機器能力有限的或者勞動力有限的。在機器有限的工序 (machine-limited process)中,設備是調度中最為關鍵的資源。同樣,在勞動力有限的工序 (labor-limited process)中,人員是調度中最關鍵的資源。大多數實際情況中的工序要麼是勞動力有限的,要麼是機器有限的,但很幸運不是兩者都有限。
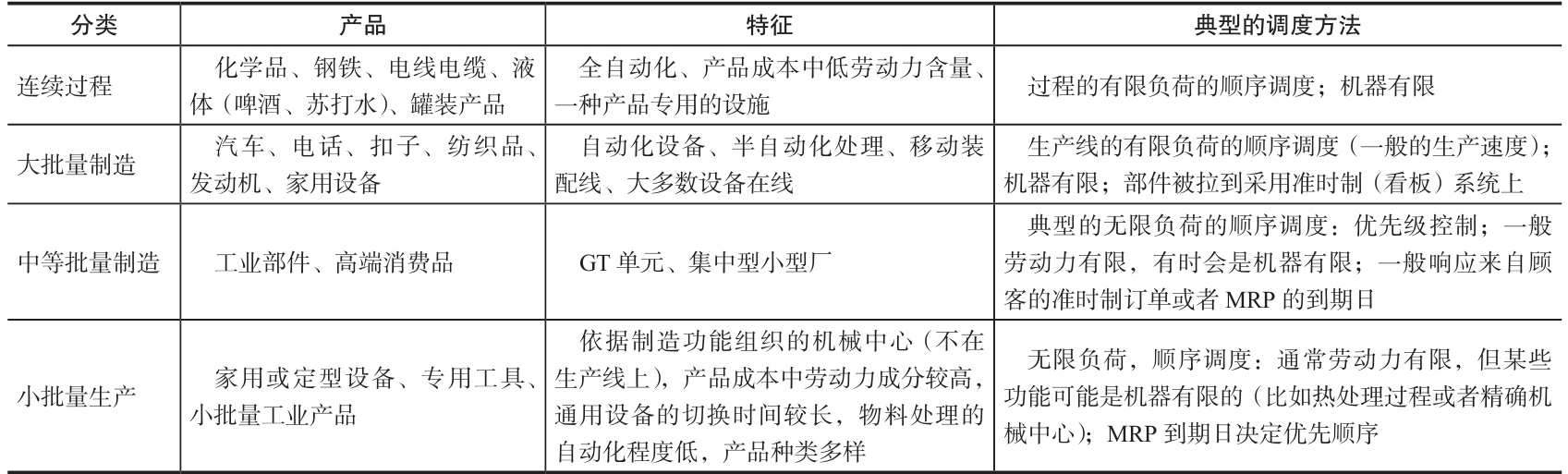
表22-1描述了不同製造過程中常用的調度方法,是否考慮生產能力取決於實際過程。現有的計算機技術可以實現非常詳細的調度,諸如調度每臺機器的每項工作和在某一特定時間給機器指派特定的工人。可以抓取每項工作和每種資源的準確狀態的系統也已在應用中。採用條形碼技術,這些系統可以有效地獲得所有這些詳細的信息。
表22-1 不同種類的生產過程和相應的調度方法
22.1.2 典型的調度和控制功能
在調度和控制運營的過程中必須要執行以下的功能。
(1)將訂單、設備和人員分配到工作中心或者其他地方。本質上,這是一個短期的能力調度。
(2)決定訂單履行的次序(也就是建立任務優先級)。
(3)按照調度方案執行作業任務。通常被稱為訂單調遣 (dispatching)。
(4)車間作業控制(生產活動控制):
a.在訂單執行過程中控制訂單進程,不時檢查狀態。
b.督促加快延遲或者重要的訂單。
圖22-1展示的是簡單的工作中心調度過程。在每天開始的時候,計劃人員(在這裡,一個生產控制人員被分配給這個部門)選擇每個工作站上可以完成的任務並且對它們進行排序。調度制定者的決定基於運營程序和每項任務的程序、每個工作中心現有任務的狀態、每個工作中心前面等待的任務隊列、任務優先級、可得的物料、這一天晚些時候可能下達的訂單和工作中心資源能力(勞動力和/或機器)。
調度員可以利用前一天工作狀態的信息,生產控制中心和工藝管理部門提供的外部信息輔助組織生產調度。調度員還能與各部門的高層主管商議調度的可行性,尤其是勞動力的考慮和潛在的瓶頸。通過在計算機終端發佈的調度列表、打印截屏圖或者在中心區域張貼需要完成的任務列表向工人傳達調度的細節。可視調度板是傳達優先級和現在工作狀態的有效方法。
22.1.3 工作中心調度的目標
工作中心調度的目標有:①按時交貨;②盡力縮短提前期;③盡力縮短準備時間;④盡力減少過程中的在制庫存;⑤盡力提高勞動力或者機器的利用率。通常不可能也不需要同時滿足所有這些目標。例如,保持所有設備和人員的忙碌可能會導致持有太多的庫存。或者,又例如你有可能100次中有99次在到期日準時交貨,但仍有一次很大的失誤,不能按時完成一個重要的任務或者一個來自關鍵顧客的訂單。要點在於,從系統的角度保持工作中心的目標和組織的運營戰略相一致。
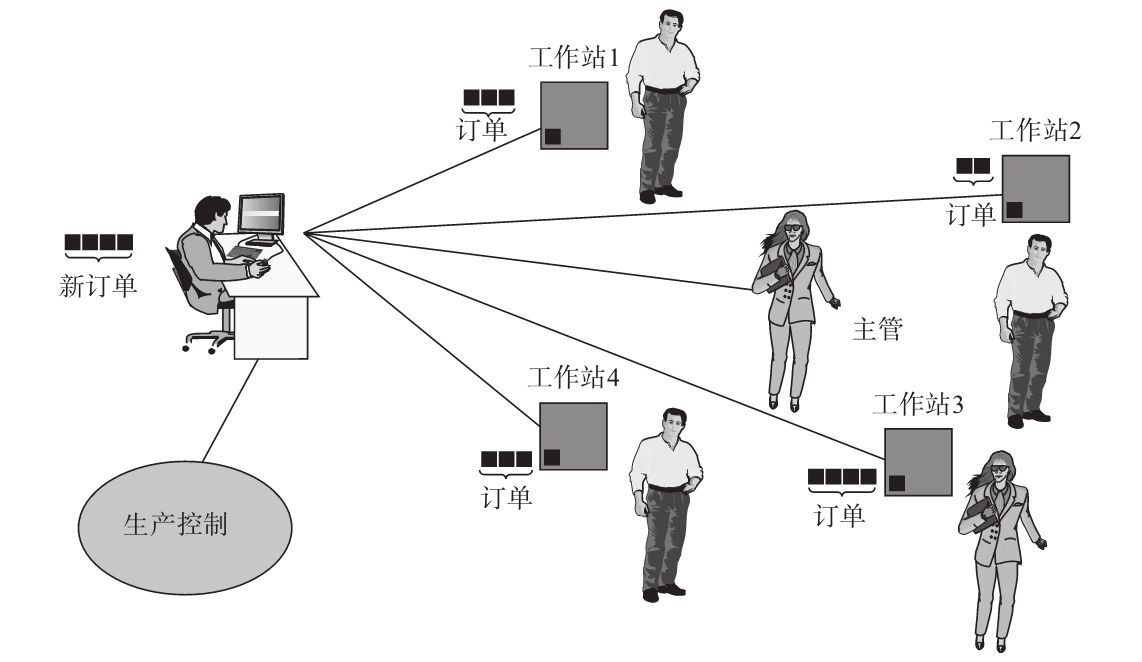
圖22-1 典型的調度過程
22.1.4 作業排序
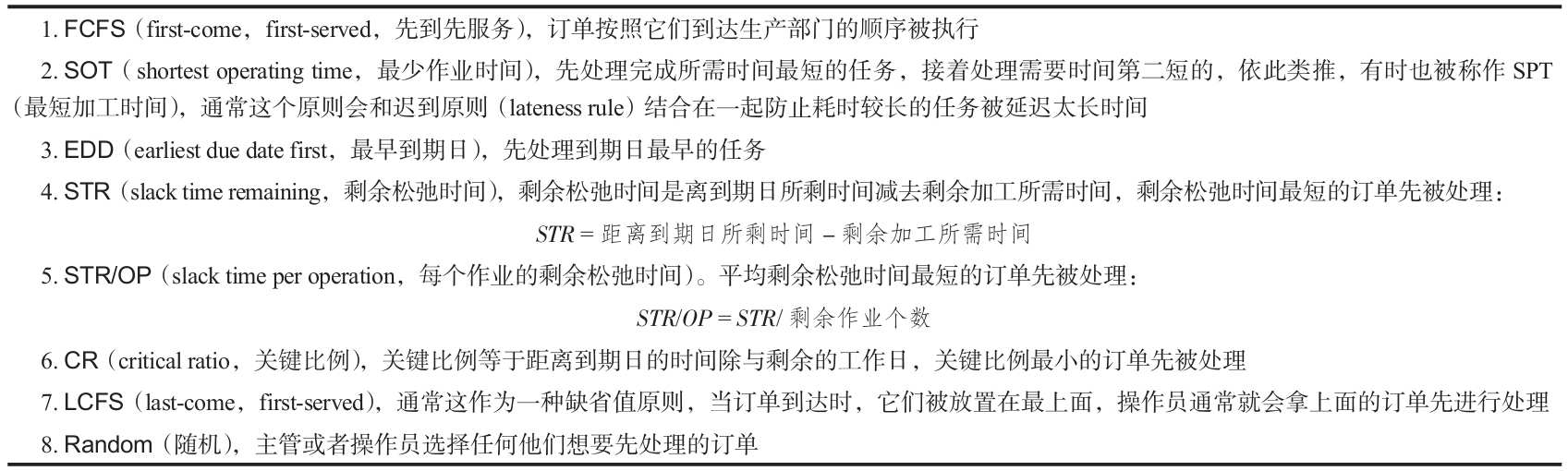
在一些機器上或者一些工作中心中確定作業順序的過程被稱為排序 (sequencing)或者優先級排序。優先原則 (priority rules)是用於決定作業次序的原則。這些原則可以十分簡單,任務可以僅僅依據一個數據決定,比如處理時間、到期日、訂單到達日。其他的原則儘管也一樣簡單,但可能會需要幾種信息,通常是從一些諸如最小松弛原則和關鍵比例原則(稍後定義)指數中獲得。還有其他一些諸如約翰遜原則(稍後也會討論),應用於一系列機器的任務調度要求一個計算程序指定執行順序。表22-2中顯示了其他8種常見的優先原則。
表22-2 作業排序的優先原則
以下調度效果的測評指標用於評估優先原則的效果:
(1)滿足客戶或者下游運營的到期日。
(2)盡力縮短流程時間(一項任務在過程中花費的時間)。
(3)盡力減少過程中的在制庫存。
(4)盡力減少機器和工人的空閒時間。