e4 Robert Jacobs 運營管理 v15
12.2 六西格瑪質量
六西格瑪 (Six Sigma)是通用電氣和摩托羅拉倡導提出的一種思想方法,可以用來消除產品和過程缺陷。簡單說,一個缺陷就是指零件參數超出了顧客規定的標準範圍。公司執行的每個步驟或者活動都可能導致缺陷的發生,而六西格瑪就是通過減少過程波動來避免缺陷。六西格瑪倡導者認為波動是質量的天敵,因此六西格瑪理論的重點就是解決波動問題。在六西格瑪控制下的生產過程的缺陷率小於十億分之二。如果過程在目標標準的1.5個西格瑪範圍下運行,那麼缺陷率將是每100萬中有3.4個。
六西格瑪思想的優點在於管理者能用過程的波動描述過程的績效,並能用這個統一的度量來比較不同的過程。這個度量是百萬機會缺陷數 (defects per million opportunities,DPMO)。這個計算需要三個部分的數據:
(1)單位——已生產的產品或者已進行的服務。
(2)缺陷——任何不符合顧客要求的產品或者事件。
(3)機會——缺陷發生的機會。
採用下式可以直接計算出結果:

例12-1
一家抵押銀行的顧客希望他們的抵押申請過程能在10天內完成,這在六西格瑪術語中被稱為關鍵客戶需求 (critical customer requirement,CCR)。假設我們統計了所有缺陷數(在樣本月中處理時間超過10天的貸款業務),確定上個月1 000份申請中有150個貸款不能滿足顧客的需求。因此,DPMO=150/1 000×1 000 000,也就是每100萬份裡有150 000份貸款不能滿足CCR。從另一個角度來看,這也意味著每100萬份裡面只有850 000份貸款在顧客時間期望值範圍內。據統計,15%的貸款是有缺陷的,85%是合格的。這是一個要求貸款處理過程少於10天來滿足標準的案例。在通常情況下,我們的客戶要求同時有上限和下限,而不只是像上述例子中一樣只有一個上限要求。
在下面的章節中,我們將描述六西格瑪過程循環和在六西格瑪項目中常用的工具。
12.2.1 六西格瑪方法
六西格瑪方法包含許多其他質量管理也用到的統計工具。這裡它們被運用於以系統項目為導向的定義、測量、分析、改進和控制(def ine,measure,analyze,improve,and control,DMAIC)循環中。由於六西格瑪方法論是使生產過程實現利潤的關鍵,因此該方法論關注的焦點就是理解和完成顧客想要的。實際上,為了理解這一點,許多人戲稱DMAIC是“愚鈍的經理總是忽視顧客”(dumb managers always ignore customers)。
六西格瑪項目的標準過程是通用電氣發明的DMAIC方法論,描述如下。
(1)定義(D)。
·明確顧客和他們的首要考慮因素。
·基於商業目標、顧客需要及反饋確定適合實現六西格瑪的項目。
·確定質量關鍵特徵(critical-to-quality characteristics,CTQ),即顧客認為對質量影響最大的因素。
(2)測量(M)。
·確定如何測量過程及其如何實施測量。
·確定影響CTQ的關鍵內部過程,並測量目前這些過程中相關的缺陷率。
(3)分析(A)。
·確定可能性最大的缺陷發生原因。
·通過明確最可能產生過程波動的關鍵變量理解缺陷產生的原因。
(4)改進(I)。
·確定消除缺陷產生原因的措施。
·確定關鍵變量並量化它們對CTQ的影響。
·確定關鍵變量的最大可接受範圍,同時確定一個測量變量偏離情況的系統。
·修改過程,使其保持在可接受範圍內。
(5)控制(C)。
·確定如何維持改進。
·將工具設置在適當的位置確保關鍵變量在過程修改後保持在最大可接受範圍內。
12.2.2 六西格瑪分析工具
在傳統的管理改善項目計劃中,六西格瑪分析工具已經使用了很多年。六西格瑪工具應用的獨特之處在於在整個企業管理系統中整合了這些工具。各種質量管理工具包括流程圖、運行圖、帕累託圖、柱狀圖、檢查表、因果圖和控制圖。根據機會流程圖,我們將這些方法的例子展示在圖12-1中,這些工具根據DMAIC目錄被安排在它們通常會出現的地方。
流程圖 (f low chart)。流程圖的種類有許多。圖12-1所描述的過程步驟是SIPOC(供應商、輸入、處理、輸出、顧客)分析的一部分。SIPOC是建立輸入-輸出模型的基本方法,經常用於一個項目的定義階段。
運行圖 (run chart)。它們用一段時間中的數據來描述趨勢,因此在定義階段幫助我們來理解問題的大小。通常它們可以得出處理過程的中值水平。
帕累託圖 (Pareto chart)。這些圖可以幫助我們把一個問題分解成各個部分。它們是以普遍的經驗發現為基礎的,即大部分問題是由於少數原因造成的。在例子中,80%顧客的抱怨是由於送達的延誤導致的,而這個原因只佔所有列舉的原因中的20%。
檢查表 (check sheet)。檢查表是輔助將數據收集工作標準化的基本表格。它們常被用於創建帕累託圖中所示的柱狀圖。
因果圖 (cause-and-effect diagram,C & E)。它也被稱為魚骨圖(f ishbone diagrams)。它們表示出了潛在原因和研究問題之間的假設關係。一旦建立了C & E圖,分析員就能分析並找出真正導致這些問題發生的潛在原因。
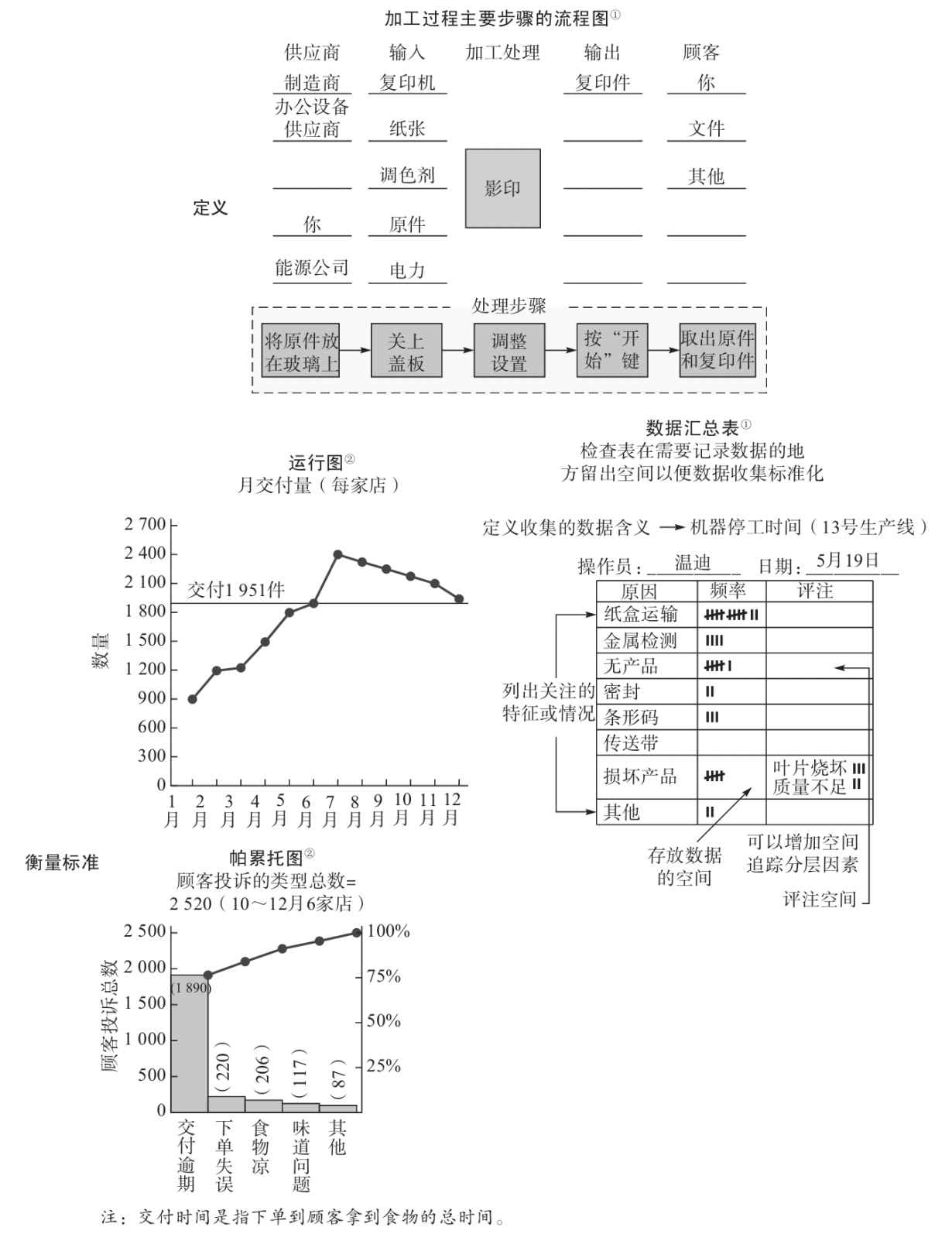
圖12-1 六西格瑪分析工具及持續改進

圖 12-1(續)
資料來源:①Rath & Strong,Rath & Strong’s Six Sigma Pocket Guide,2001
②From The Memory Jogger™Ⅱ,2001.Used with permission of GOAL/QPC.
機會流程圖 (opportunity f low diagram)。用來分離一個過程中的增值步驟和非增值步驟。
過程控制圖 (process control charts)。這些是時間順序圖,這個圖描繪出了統計數值點,其中包括平均中值線和控制邊界。它用來確保過程處於統計控制狀態。
另外,六西格瑪項目中運用比較廣泛的工具是故障模式影響分析和實驗設計。
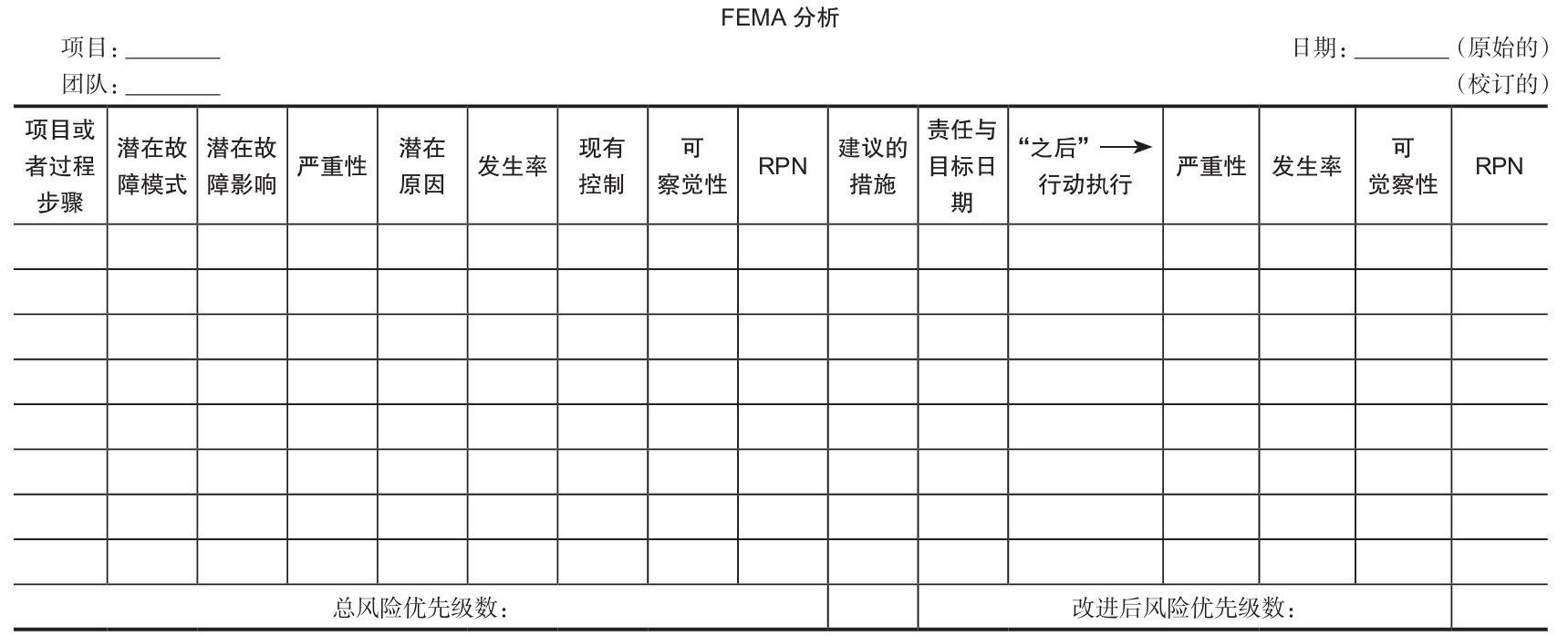
故障模式影響分析 (failure mode and effect analysis,FMEA)。這是識別、估計、區分優先次序和每階段可能發生故障的風險評估的結構化方法。首先識別每個要素、裝配線、過程的各個部分,列出潛在故障的模式、潛在原因、每種故障的影響。計算每種故障的風險優先級數(risk priority number,RPN)。它是用於衡量FMEA圖表上列出各項的重要性排名的指數,可參見表12-5。考察的條目包括故障發生的可能性(發生率)、故障帶來的損失(嚴重性)、內部檢測到故障的概率(可察覺性)。RPN高的項目要優先改進。FEMA建議指派一個負責的人或者部門通過對系統、設計、過程進行重新設計,並且重新計算RPN來消除故障。
表12-5 FMEA表格
資料來源:Rath & Strong,Rath & Strong’s Six Sigma Pocket Guide,2001,p.31.
實驗設計 (design of experiment,DOE)。DOE有時也叫多元檢驗(multivariate testing),是用於確定過程變量(X)和輸出變量(Y)之間因果關係的統計方法。標準統計要改變每個單獨的變量來確定影響最大的因素,而DOE通過仔細選擇一個變量子集可以進行多變量同步實驗。
精益六西格瑪 (lean Six Sigma)結合了六西格瑪質量管理工具盒精益製造中的物料管理觀念。精益製造(見第14章)通過利用準時制庫存控制方法達到高產量和最小浪費。精益指的是通過減少原材料、在製品庫存和成品庫存至最低值來降低成本。庫存的降低就要求高水平的質量,因為在不能獲取外部庫存時就需要過程是可預測的。降低變動性是精益六西格瑪成功的關鍵。
12.2.3 六西格瑪的角色和責任
六西格瑪的成功實施基於可靠的人員實踐和技術方法。下面是六西格瑪實施過程中常用的員工實踐操作的簡要概括。
(1)執行領導 (executive leader),真正負責六西格瑪項目並將它在整個組織中推廣;倡導者 (champion),負責需要進行改善的過程。 倡導者是從執行者和管理者中選取的,他們要在項目前期確定適當的衡量標準並要確保改進工作可以帶來業績(見專欄12-3)。
|專欄12-3|
優秀的倡導者需要具備什麼
在一家實施六西格瑪的製造公司,被任命的倡導者總是定期會見他的黑帶成員。在報告會上,黑帶向他彙報她要購買並安置一張工作臺,用於離線缺陷產品的分類。這將花費17 000美元,卻可以給關閉整條生產線的情況提供一個備選方案,而關閉整條生產線的花費顯然要遠超於這筆花銷。管理者告訴她經過正常的申請程序,這個工作臺將在4個月後到位。這個延遲期會令項目屆時失敗:將項目提交給常規業務,這幾乎體現不出對六西格瑪的支持作用。因此倡導者獲得了支持她請求的一些數據,對它們進行了分析,認可了這個方案,立即簽字要求確保在第二週這個工作臺可以到位。
排除障礙讓下屬明確地感覺到,他和上級都認可並採用六西格瑪的思想,承擔六西格瑪的工作,這就是一個優秀的倡導者。倡導者總是會盡力支持黑帶的工作。
資料來源:Greg Brue,Six Sigma for Managers(New York:McGraw-Hill,2002),p.84.
(2)在整個企業範圍內進行有關六西格瑪思想和工具的培訓。 通用電氣花費了十億美元對專業員工進行關於六西格瑪思想的培訓。現在事實上每個專業人員在六西格瑪技術方面都是合格的。為有力地解決問題,專業人員被授予武術中常用的等級頭銜來反映他們的技術和角色:黑帶大師 (master black belt)是受過有關統計工具和過程改進方面的深入培訓的人(他們所做的工作大部分和黑帶相同,但他們領導很多團隊工作);黑帶 (black belt)是指導或實際領導六西格瑪改進團隊的人;綠帶 (green belt)是接受了足夠的六西格瑪培訓,可以加入一個團隊,或者在某些公司中獨立完成與他們自身工作直接相關的小範圍的項目。不同的公司在團隊中組合不同數量的各種頭銜的人,並給團隊配備發起人和倡導者指導團隊的工作。
(3)設定改進的延伸目標。
(4)持續地加強和回報。 在通用電氣,在宣佈一個項目節省多少資源之前,負責項目的黑帶人員必須證實問題已經永久地被解決了。
12.2.4 Shingo系統:故障保險設計
Shingo系統與質量控制的統計方法並行開發,在許多地方和統計方法相沖突。這個系統,確切地說是這種生產管理的思想是以豐田準時制生產系統的開發者之一——Shigeo Shingo命名的。Shingo體系有兩方面尤其受到關注:一方面就是如何通過快速換模法(single-minute exchange of die,SMED)大幅縮短設備準備時間;另一方面,即本部分關注的焦點,採用源頭檢查和poka-yoke系統達到零缺陷。
Shingo系統認為SQC方法不能預防缺陷。儘管它們能告訴我們發生缺陷的概率,但這是一種事後行為。防止在過程結束的時候產生缺陷的方法是在過程中引入控制。錯誤和缺陷的區別是Shingo系統的核心。缺陷發生是由於人員犯了錯誤。即使錯誤是不可避免的,但如果一旦發生錯誤就立即得到反饋並採取改正措施,缺陷一樣可以得到預防。這種反饋和措施要求對生產的產品進行百分之百的監控。這種監控有三種類型:連續檢查、自我檢查、源頭監控。連續檢查(successive inspection)監控是由下一過程的人員或者由一個類似於小組長的客觀的評估者來執行。缺陷的信息立即被反饋給生產該產品的人員,由他對產品進行修理。自我檢查是由工人自身來執行的,它適用於那些可以用感官判斷的工作(例如,有無劃痕以及劃痕的嚴重程度、和油漆顏色深淺是否匹配)。這些都要求持續不斷地檢查。源頭監控也是由工人自身執行的,只是工人檢查的不是缺陷,而是檢查是否存在可能導致缺陷的源頭。這樣預防了缺陷的發生,因而就不需要再進行返工。這三種監控方法要依靠缺陷預防程序 (fail-safe procedures)及其工具(稱為poka-yoke)。poka-yoke包括諸如檢查表或者特定的工具,可以:①在過程開始之前預防工人犯可能引起缺陷的錯誤;②迅速地向工人反饋過程中的異常情況,使工人能及時糾正錯誤。
poka-yoke有很多不同種類,不僅有用特定工具箱裝工件(保證裝配線中採用的部件數量正確)的方法,還有的會採用精密的探測器和電子信號儀器。圖12-2選自Shingo系統的作品,展示了poka-yoke的一些例子。
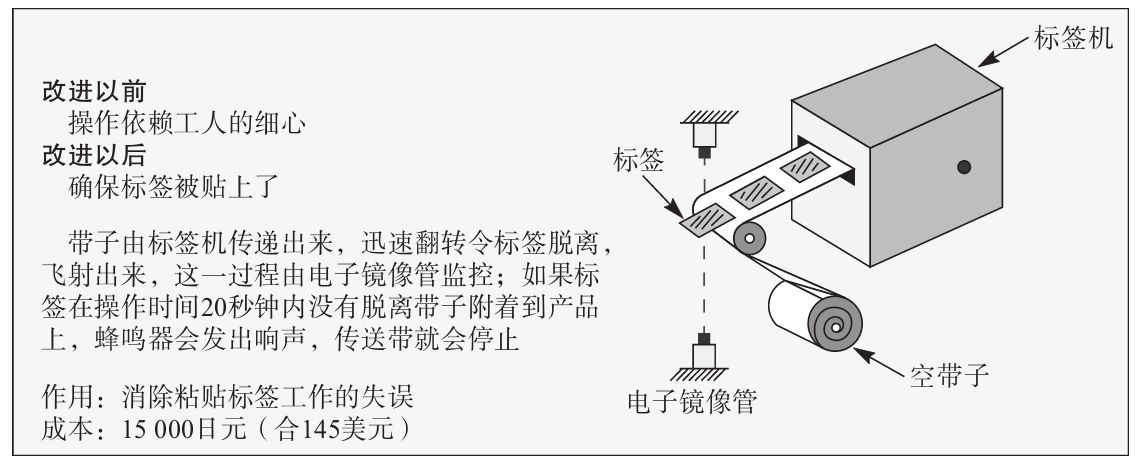
圖12-2 poka-yoke舉例(給傳送帶上傳送下來的部件貼上標籤)