e4 Robert Jacobs 運營管理 v15
7.2 如何制定製造工藝流程
流程選擇 (process selection)指的是選擇使用哪種生產流程來生產產品或提供服務的戰略決策。以東芝筆記本電腦為例,如果訂貨量很小,那就可以讓一個工人進行手工裝配。相反,如果訂貨量很大,那麼就比較適合安排一條裝配線。
工廠設施的安排形式取決於工作流程的一般模式,一般有5種基本類型:項目式、工作中心式、製造單元、裝配線和連續生產。
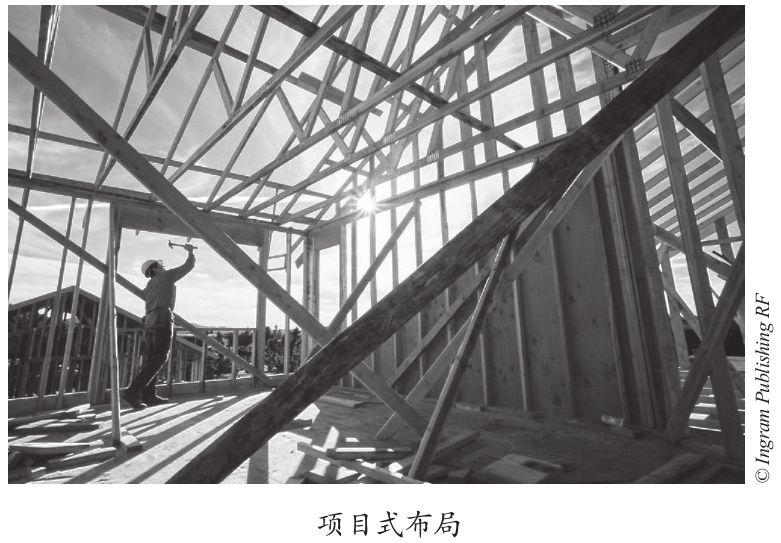
在項目式 (project)佈局中,產品(由於體積或重量過大)一般保持在一個固定位置。需要把生產設備搬到產品所在地,而不是把產品搬到設備所在地。建築工地(住房和橋樑)以及電影攝影基地就是這種形式的一些例子。這種設施中的產品生產通常採用第4章中描述的項目管理技術進行管理。生產點會根據不同的用途分成不同的區,比如原材料存放區、局部裝配區、重型設備存放區以及管理區。
在項目式佈局中,可以把產品看作車輪的軸,各種原材料和設備都以產品為中心,根據使用及移動的難度擺放在產品的周圍。例如,在商用飛機的製造過程中,由於鉚釘全程使用,因此會放在靠近機身處或者機身內;大型引擎部件由於只需運到機身旁邊一次,因此會被放到一個相對較遠的位置;起重機因為使用頻繁,就會佈置在機身附近。
項目式佈局的任務排序經常會很複雜,而任務排序決定了生產過程。如果一個任務的順序或優先級決定了生產階段,則可以根據材料的裝配優先級來制定項目式佈局。這種方法一般應用於有嚴格生產工藝的大型設備的製造,比如衝床。它們的裝配是從地面上開始的,然後不斷在原有的基礎上加入新的零部件,就像搭積木一樣。
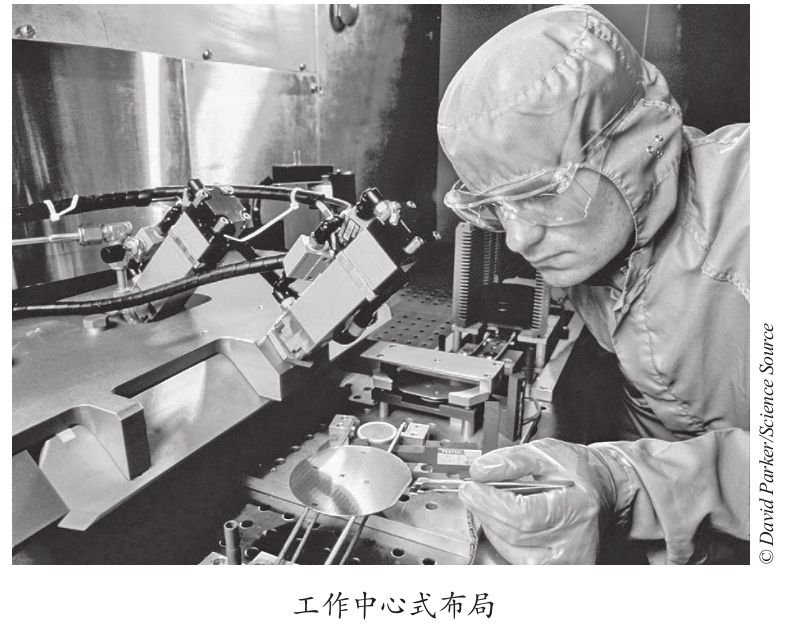
工作中心 (workcenter)式佈局,有時又稱作加工車間(job shop),會把相似的設備或者功能集中到一起,比如所有鑽床都放在一個區域,而所有衝床都放在另一個區域。根據預先設定的加工程序,一個零部件需要從一個工作中心轉移到另一個工作中心,以便在相應的機器處被加工。
工作中心式佈局中一個重要原則就是物料搬運的最優化。一個工作中心就被看成一個部門,只專注於一種操作,比如鑽孔工作中心、磨削工作中心以及塗裝工作中心。例如,生產小批量玩具的工廠可能有收發貨中心、塑料鑄模中心、衝壓中心、金屬成型中心、縫紉中心以及噴漆中心。玩具的各個部分在各工作中心進行加工,然後再送往裝配中心進行組裝。在這種情況下,最佳的佈局就是把相互之間有大量物料運輸的工作中心安排在一起。
製造單元 (manufacturing cell)佈局是指一種專用區域,用來加工有著相似工藝要求的產品。這些單元只能加工特定的一些工藝,而且能加工的產品類型也有限。一家企業可能會在一個產區內設置多個製造單元,每個製造單元只加工一種或一組相似的產品,而且一般來說加工批量較少。這些單元一般都根據顧客當前的需求進行“按需”生產。

資料來源:Off icial US Navy photo.
一個製造單元內會放置各種不同的機器,用以加工形狀或工藝相近的產品。製造單元在金屬加工、計算機芯片生產以及裝配工作中有著廣泛應用。
裝配線 (assembly line)的加工流程是根據產品所需的生產步驟安排的。這些生產步驟可以保證裝配線具有一定的生產效率。在實際中,其中各個零件按直線流動。根據產品生產的程序,各個離散的產品按照控制好的速率從一個工作站移到另一個工作站。這樣的例子包括玩具的組裝、電器和汽車的裝配。這種佈局通常應用於大批量專用流程生產。
裝配線上各步驟執行的區域稱作工作站(stations)。通常各個工作站之間通過物料傳送設施相連,而且每個工作站的加工時間都受到控制,有特定的工作節拍。我們現在不對裝配線的設計進行詳細展開,本章下一節將專門講裝配線的設計,裝配線在製造業中的應用非常廣泛。連續生產,又叫流水作業,與裝配線相似,只是其流程中的產品是連續流動的。通常,連續生產中的產品是液體或化學品,實際上它們的確在系統中“流動”,這也是“流水作業”這個詞的由來。汽油精煉廠就是流水作業的一個很好的例子。

連續生產 (continuous process)與裝配線相似,都是按預先設定的順序生產,但生產像流水一樣是連續的而不是離散的。這種生產模式一般是高度自動化的,實際上,它構成了一臺集成的“機器”,可以一天24小時運轉,從而避免因為啟動和停機帶來的成本。石油、化學品和藥品的轉化和加工是很好的例子。
這幾種工藝結構形式之間的關係一般通過產品 -工藝矩陣 (product-process matrix)來描述,如圖7-2所示。這個矩陣有兩個維度,其中一個維度與某個產品或某組標準化產品的產量相關。縱軸上的標準程度指的是所生產產品的差異性。這種差異性可以從形狀和材料等方面來測量。標準化產品的製造工藝具有較高的相似度,而非標準產品則需要不同的加工工藝。
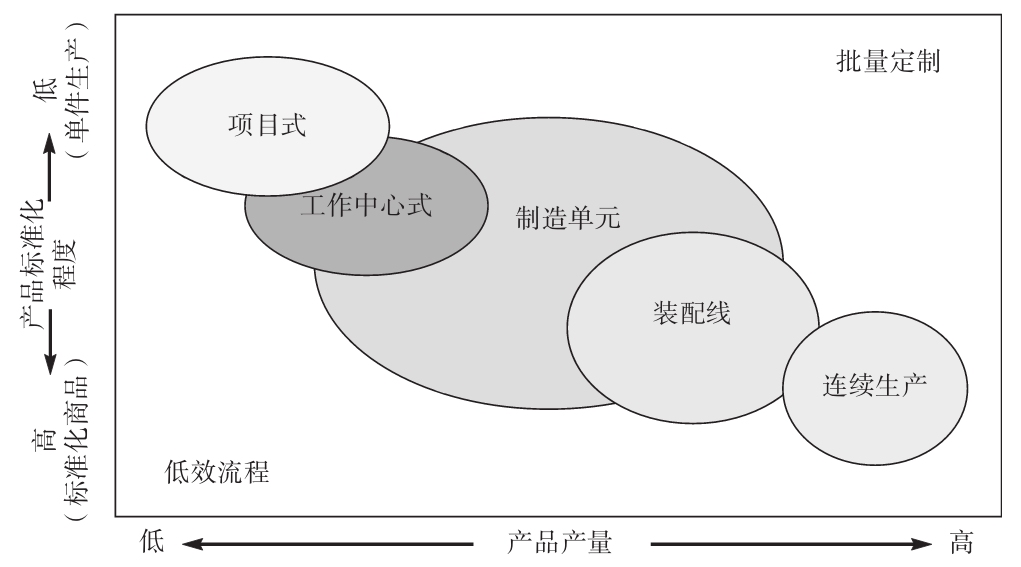
圖7-2 產品-工藝矩陣:佈局戰略的框架
從圖7-2中可以看出,各種工藝結構的排列幾乎剛好在矩陣的對角線上。一般而言,我們可以認為沿對角線設計工藝是理想的。比如說,如果我們所生產的產品是非標準產品,而且產量相對較低,那麼就比較適合採用工作中心的形式。對於標準化程度高、產量高的產品(商品),就應當採用裝配線或連續生產的形式。如今隨著製造技術的不斷進步,我們會發現各個工藝流程形式在產品-工藝矩陣上的跨度也在變大。例如,製造單元的運用範圍很大,成為許多製造工程師最喜歡採用的一種方式。

一個連續生產的例子
盈虧平衡分析
流程對專用設備的選擇通常要基於成本平衡分析,還需要對設備的專用化程度進行權衡。專用化程度不高的設備又叫“萬能設備”,可以通過適當的設置實現各種加工。與萬能設備相反,專用化程度高的設備叫“專用設備”,可以實現一些特殊功能。舉個例子,如果我們要在某金屬上鑽一個孔,可以選擇手搖鑽這種萬能型設備,還可以選擇鑽床這種專用設備,只要經過恰當的設置,鑽床就可以比手搖鑽更快地鑽孔。因此我們就需要在設備成本(手搖鑽很便宜,而鑽床很貴)、準備時間(手搖鑽的準備時間很短,而鑽床的準備需要一定時間)以及每單位產品的生產時間(手搖鑽的加工時間長,而鑽床的加工時間短)之間做出權衡。
盈虧平衡分析是工藝或者設備選擇的一種標準方法。盈虧平衡表可以清楚地反映不同生產或銷售數量下的收益與損失。這樣的選擇顯然依賴於對需求的預測。當工藝或設備佔用大量初始投資和固定成本,並且可變成本的大小與產品數量成比例時,這種方法非常適用。
例7-1 盈虧平衡分析
假設一個生產廠商想獲得一種機械零部件,有以下幾種選擇:以單價200美元的價格購買這批零部件(包括原材料);在一臺半自動數控車床上加工這種零部件,每個價格為75美元;或者在加工中心生產這批零部件,每個價格為15美元。若採用購買方式,固定資產損耗可以忽略不計;一臺半自動數控車床的價格為80 000美元;建造一個加工中心需要花費200 000美元。
每種選擇的總成本如下
購買成本=200×需求量
數控車床加工成本=80 000+75×需求量
加工中心加工成本=200 000+15×需求量
解答
只要收益函數維持線性關係,用成本最小化或利潤最大化的方法來解決這個問題在本質上是相同的。圖7-3顯示了每種方案的盈虧平衡點。如果預期需求超過2 000件(A點),選擇加工中心是最優的,因為這樣總成本最少。當需求介於640件(B點)和2 000件之間時,採用半自動數控車床最節省成本。如果需求低於640件(介於原點和B點之間),最經濟的方法是外購。
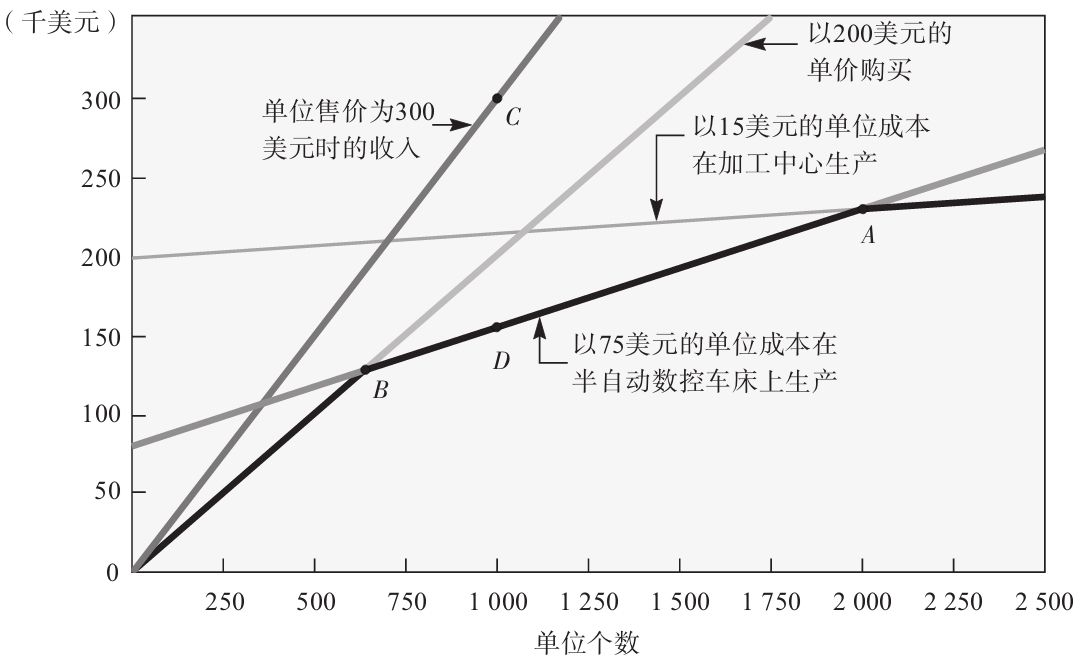
圖7-3 可選方案的盈虧平衡圖
盈虧平衡點A的計算:
80 000+75×需求量=200 000+15×需求量
需求量(A點)=120 000÷60=2 000(件)
盈虧平衡點B的計算:
200×需求量=80 000+75×需求量
需求量(B點)=80 000÷125=640(件)
考慮收入的影響,假設這種零部件的價格為每個300美元。如圖7-3所示,利潤(或虧損)可以用收入線和成本線之間的距離來衡量。例如,在1 000個單位這一點,利潤位於300 000美元收入(C點)和採用半自動數控機床生產的155 000美元成本(D點)之間。對於這個需求量,採用半自動數控機床生產是最優的。按照成本最小化或利潤最大化的原則進行最優選擇,則是這幾條直線的最低部分:從原點到B點,再到A點,以及A點向右的這條射線,如圖中的黑線所示。